

M10高速钢
日期:2026-06-24
一、M10高速钢化学成分

二、性能与用途
M10属于钼系高速钢,碳化物细、韧性好、耐磨性与红硬性优良,淬火回火硬度≥64HRC
用途:钻头、铣刀、拉刀、齿轮刀具、冲模等,适合切削不锈钢、耐热钢等难加工材料
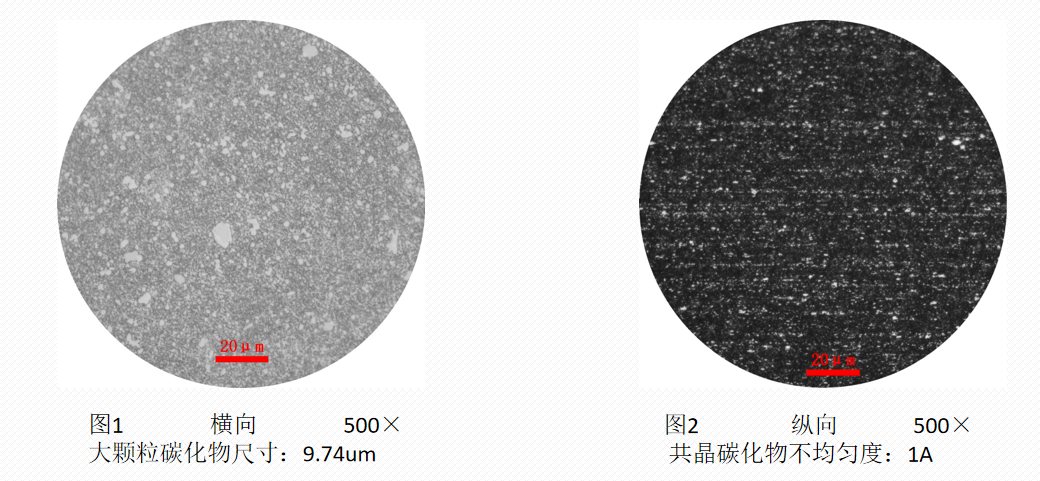
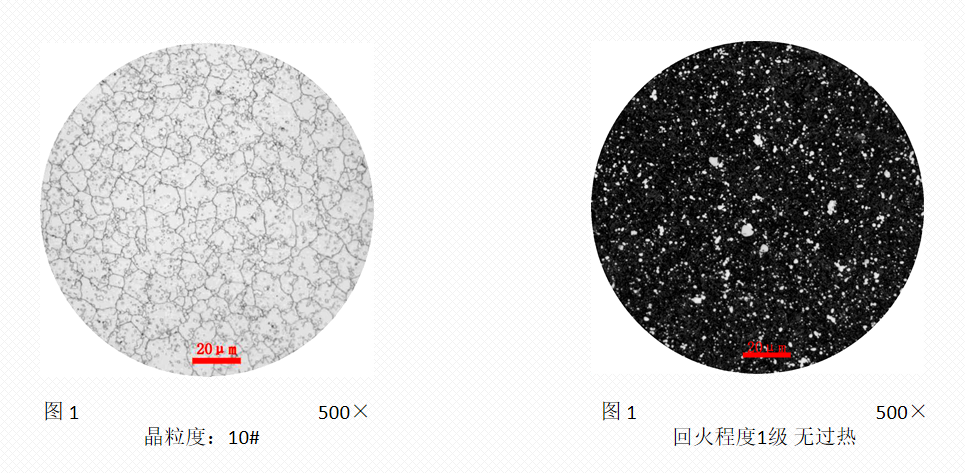
三、金相
M10高速钢:大颗粒碳化物颗粒度、共晶碳化物不均匀度
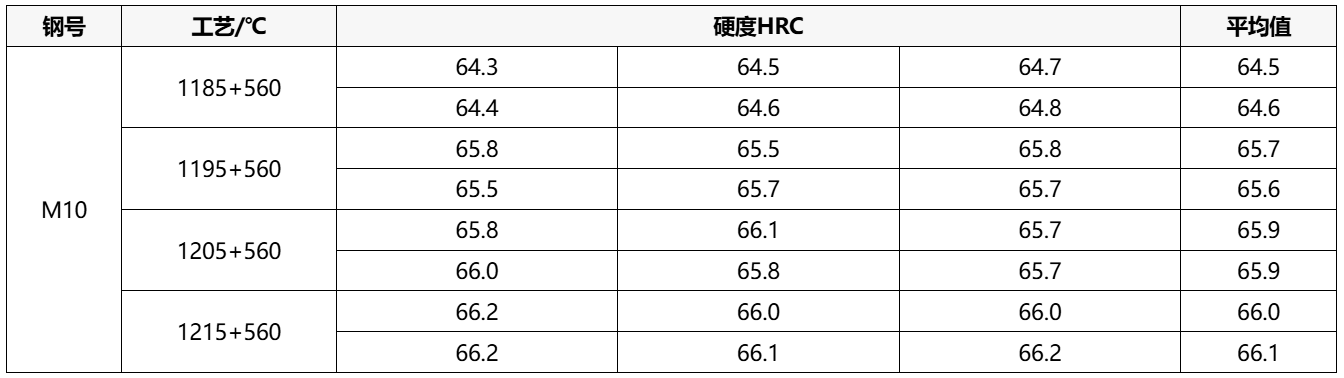
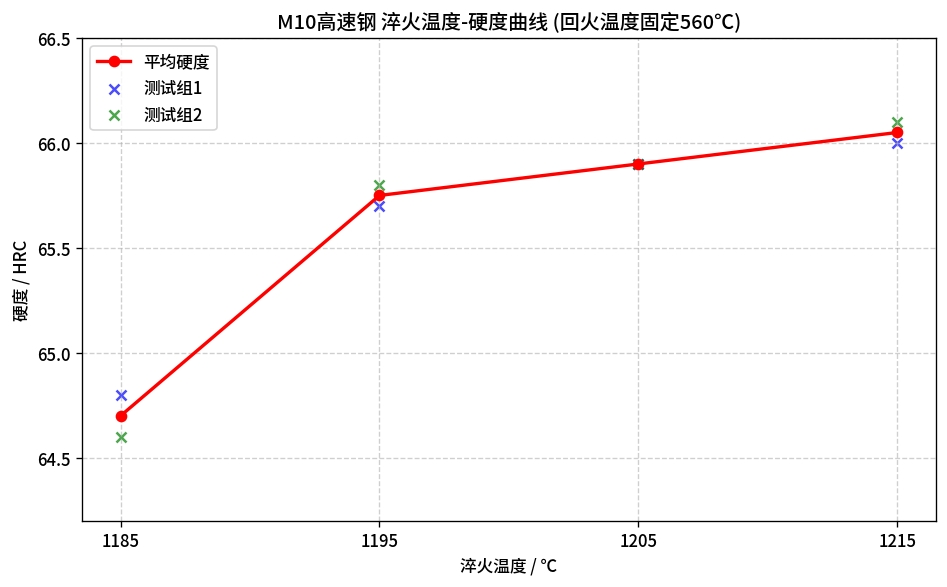
M10晶粒度、回火组织:使用1195℃淬火+560℃*2h*3次
四、淬火温度-硬度曲线
M10热处理使用560℃*2小时*3次,硬度值及曲线如下所示
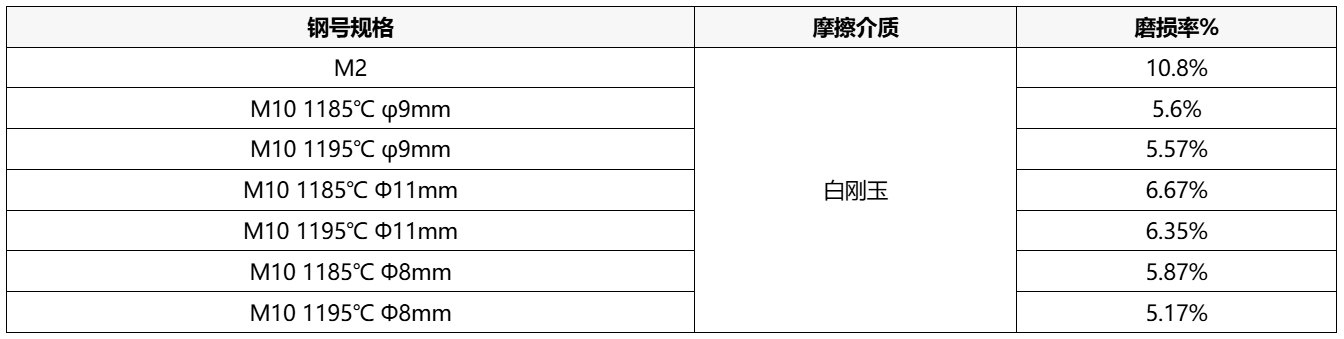
五、耐磨性测试
试验方案:使用M2、M10对比,使用白刚玉为摩擦介质进行摩擦试验机测试
热处理工艺:M10采用不同规格的材料,使用1185℃与1195℃分别进行淬火,560℃*2h*3次回火
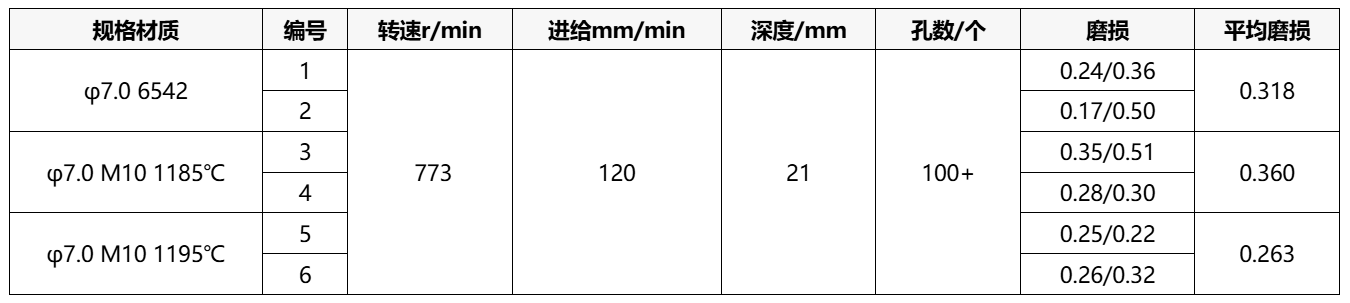
六、切削工具测试(实测案例)6542 VS M10
基础试验条件
产品名称:磨制钻;对比材质:6542 / M10
试件材料:40Cr,硬度28-30HRC
夹持方式:刚性夹头;冷却方式:全合成切削液
机床型号:VCM650;切削方式:盲孔
1、φ7.0钻头测试数据
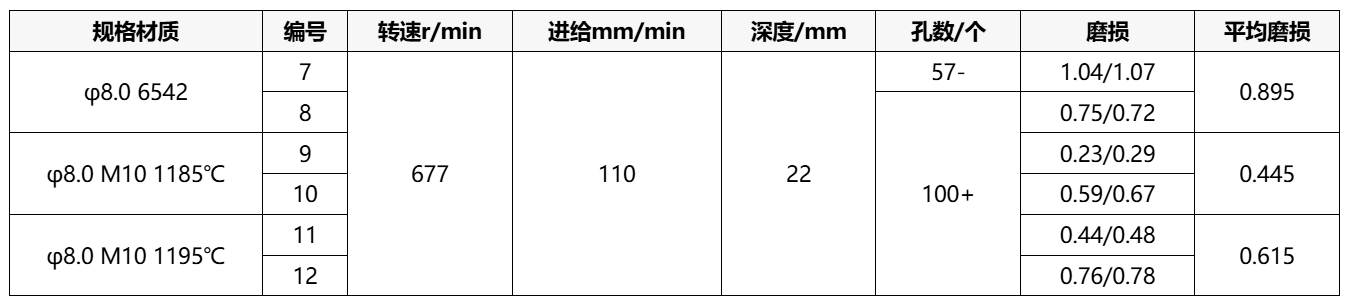
2. φ8.0钻头测试数据
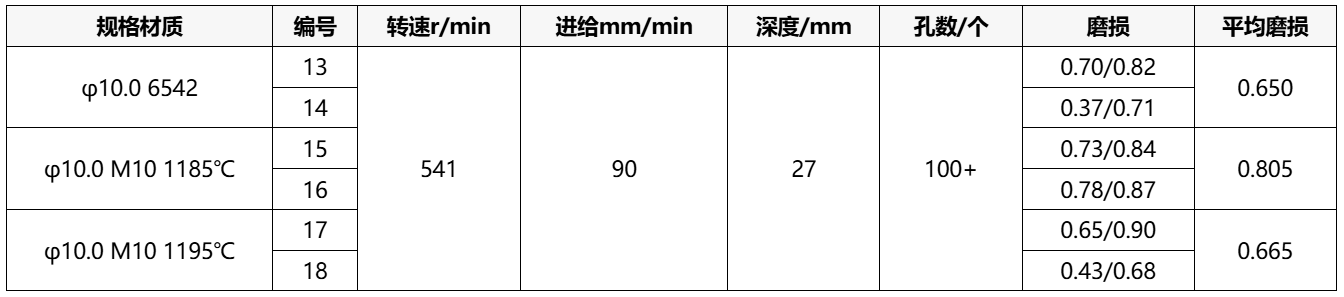
3. φ10.0钻头测试数据
4. φ12.7钻头测试数据

磨损图片说明
M10磨损图片
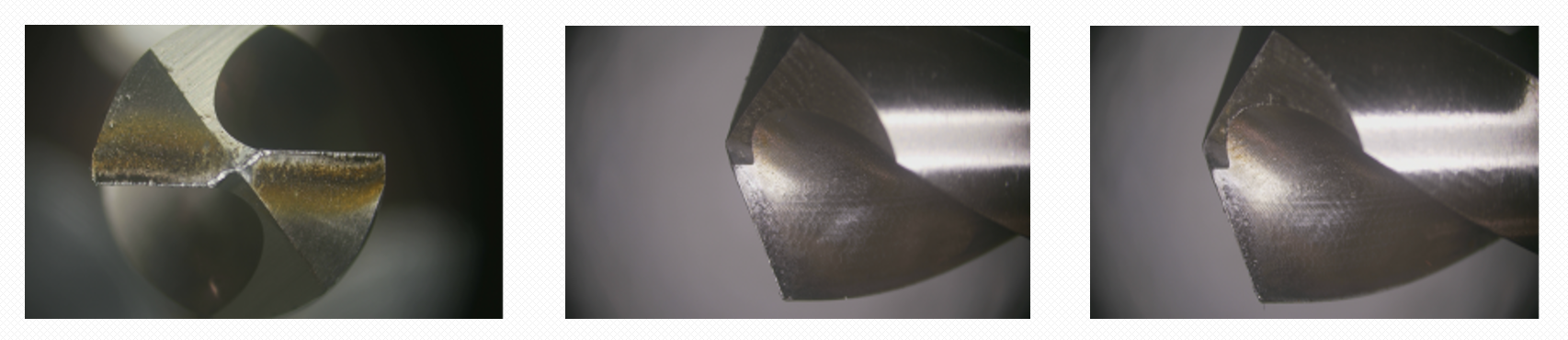
M2(6542)磨损图片

七、试验结论
对M10磨制钻分别采用1185℃、1195℃淬火,统一560℃×2h×3次回火后进行金相、切削性能测试:
推荐热处理工艺:1195℃淬火 + 560℃保温2小时,回火3次
该工艺下M10综合力学性能、耐磨切削性能最优,整体性能优于M2(6542)高速钢。